
如果你曾經把剛列印好的模型從成型平台上取下,卻發現它變形、只完成一半,或是卡在樹脂槽裡,那你並不孤單。樹脂 3D 列印雖然能呈現驚人的細節與精度,卻也以難以掌控著稱。即使是資深使用者,也常會遇到看似隨機或無法解釋的失敗。不過,大多數問題其實都是可預測狀況的症狀,只要掌握正確知識,就能辨識並避免。
這篇文章將帶你實作解析最常見的樹脂列印失敗類型,提供清楚、經過實戰驗證的建議,幫助你更聰明地列印。無論你正面臨附著問題、分層脫膠,還是神祕孔洞,這份指南都會帶你了解修正方法——更重要的是,教你如何在問題發生前就預防失敗。
讓我們一起來看看實際出了什麼問題,以及該怎麼修正。
了解樹脂列印失敗
樹脂 3D 列印是透過光源固化光聚合樹脂,一層一層堆疊成形。這個流程在紙面上看起來很簡單,但實際操作時,卻是硬體、軟體、環境與樹脂化學之間的精細平衡。只要其中任一環節有些微偏差,就可能導致列印失敗。
常見的列印失敗不只是惱人——還很耗費成本,會浪費時間、樹脂,甚至可能損壞你的印表機。不過,這些失敗大多可歸納為幾個清楚類別;只要更深入理解其根本原因,你就能更穩定地做出成功的列印。
成型平台附著失敗
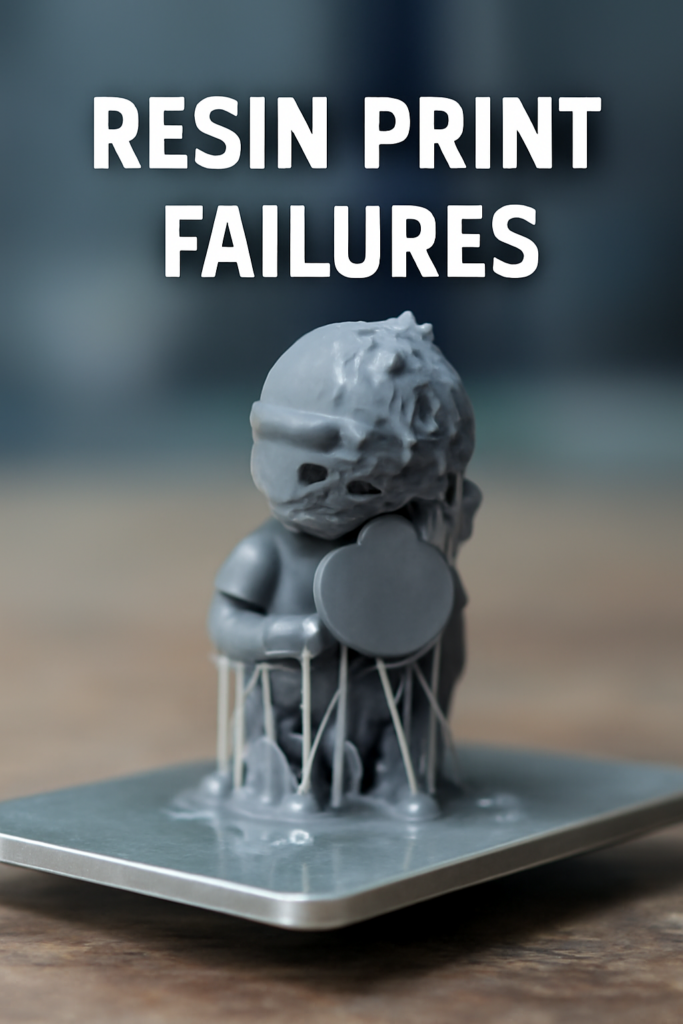
你按下列印。一切看起來都很正常。但當成型平台從樹脂槽升起時,卻發現什麼都沒有,或是只有一團扭曲的殘骸黏在 FEP 膜上。附著失敗是樹脂 3D 列印中最常見、也最令人沮喪的問題之一。
實際上發生了什麼?
當列印的前幾層沒有牢牢附著在成型平台上時,就會發生附著失敗。沒有穩固的基礎,後續模型就無法繼續成長。結果可能是模型在列印途中脫落,最後只是在槽內無用地漂浮。
可能原因包括:
- 成型平台水平校正不正確
- 底層曝光時間不足
- 樹脂過冷或黏度過高
- 成型平台表面過於光滑或沾油
如何修正
解法要從校正做到位開始。確認成型平台已正確調平,並在四個角落都能對一張紙產生輕微阻力。重新校正看似基本,但即使是極小的偏差,也可能導致持續失敗。
接著,將底層曝光時間增加 10–20%,尤其是在使用新樹脂或於較冷環境列印時。此外,請確保成型平台徹底清潔,必要時可使用 400–600 目砂紙輕微打磨,以提升機械咬合力。
也別忘了樹脂本身——請保持在室溫或略高於室溫,以維持最佳流動性。若樹脂摸起來冰冷或流動遲緩,可以用加熱器,或將瓶身放入溫水中回溫(務必先裝在密封袋內)。
層與層之間的分層脫膠
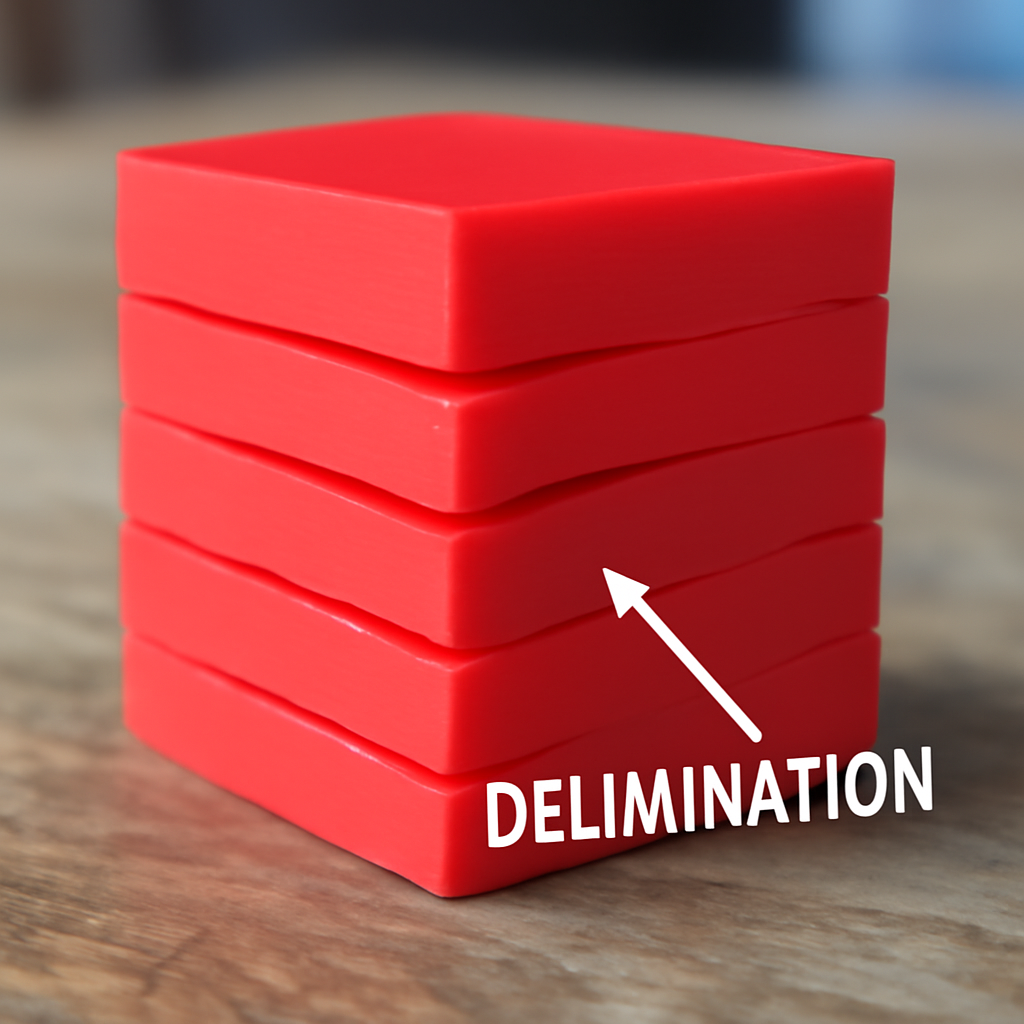
一個一開始印得很漂亮、但最後卻令人失望的作品——一層一層裂開——通常就是發生了分層脫膠。這種失敗很隱晦,也很容易誤判。你可能要到後處理時,才發現有碎塊剝落,或在受力時層與層分離。
到底哪裡出問題?
分層脫膠發生在相鄰層之間沒有正確結合時。結果會出現明顯縫隙、裂開,甚至在列印途中完全脫離。常見原因包括:
- 一般層曝光不足
- 底層曝光過高造成張力
- 升降速度過快
- 層與層抬升前等待時間不足
- 樹脂槽或 FEP 膜有污染物
這個問題也可能源自支撐結構失敗,特別是模型在前幾層沒有足夠錨定時。若你想把支撐的添加與移除做得更完美,我們的 3D 列印支撐指南一定要讀。
修正方法
先從增加一般層的曝光時間開始。如果你的作品持續裂開或分離,可能是層與層之間固化得不夠完整,無法與前一層牢固黏合。
也要重新檢視底層設定。前幾層曝光過多會形成過於剛硬的底座,進而拉扯上方較軟、曝光不足的層。稍微調低底層曝光時間,可能就能減少內部張力。
也要注意機械動作。過於激進的抬升速度或過短的等待時間都可能干擾層間附著。更慢的速度與更長的停頓,能讓各層更穩定地沉降與結合。
也請定期清潔並檢查樹脂槽與 FEP 膜。霧化、刮傷或沾有樹脂污染物的表面,會影響光線穿透並形成薄弱的結合區域。
Phrozen 內部測試團隊會專門校正曝光設定與支撐策略,用於 Verified Models,以大幅降低分層脫膠風險。這些預先設定好的檔案能節省時間,也能避免那種在列印中途才冒出來、導致樹脂浪費的驚喜。
支撐結構失敗

你已經切片、加上支撐,然後按下列印。但在某個過程中,結構崩塌了,最後模型只剩半成品,或是一團扭曲的殘骸。這就是典型的支撐失敗,在高挑、複雜或有大量懸空結構的列印中尤其常見。
實際發生了什麼?
支撐失敗通常發生在:
- 支撐太細或太稀疏
- 支撐接點連結不良
- 支撐放置位置不理想
- 曝光或抬升設定過於激進
即使螢幕上看起來支撐沒問題,實際列印環境仍可能暴露它們的弱點——尤其當模型更重、更長,或擺放角度不佳時。
如何修正
修正要從設計與切片階段開始。提高支撐密度與粗細,特別是大型或結構複雜的列印件。如果你不確定支撐該放哪裡,可以先使用自動生成,再手動加強脆弱區域。
請特別注意支撐接點——也就是接觸模型的那一部分。增加接點厚度與接觸面積有助於避免它們提早斷裂。
在機械設定上,降低抬升速度並增加抬升前等待時間。這能減少模型從 FEP 膜脫離時對脆弱支撐造成的扭力。
最後,避免過於激進的擺放角度。較平穩、穩定的角度通常需要較少支撐,也更容易得到好結果。
Phrozen Verified 3D Models 採用專業支撐邏輯設計,兼顧機台規格與模型幾何。這代表更少的支撐失敗、更穩定的列印,以及更少手動編修支撐樹的時間。
表面瑕疵(粗糙、毛邊或凹坑列印)
你的模型完整列印出來了,但不是預期中那種絲滑表面,而是留下顆粒感紋理、細小凹點或多餘樹脂形成的薄片。這些表面瑕疵不一定會讓作品不能用,但確實會削弱成品效果,也影響你的滿意度。
成因是什麼?
表面瑕疵有多種形式,但通常來自以下原因:
- 曝光過高或過低
- 樹脂流動不良
- 樹脂或樹脂槽受污染
- 抬升速度過快,干擾層間結合
常見現象之一是毛邊殘絲——也就是半固化樹脂形成的薄片掛在模型上。另一種則是「橘皮」效果,一種常因樹脂層固化不足而出現的凹凸紋理。
解決步驟
先從曝光設定著手。如果你的層過度固化,樹脂會超出邊界硬化,形成粗糙紋理;反之,曝光不足則會造成表面成形不良。可使用校正模型逐步微調設定,每次只調整少量,直到找到最佳點。
維持樹脂槽與 FEP 膜清潔。即使是微小碎屑,也可能干擾層形成。每次失敗列印後都要過濾樹脂,並在每次新任務前檢查樹脂槽。
讓你的樹脂充分混合,並維持穩定溫度。過冷或沉澱的樹脂會造成流動不一致,直接影響層品質。
在機械動作上,放慢抬升與回落速度,並延長等待時間,確保每一層在下一層開始前都有足夠時間結合與固化。
Phrozen Verified Models 會在真實環境條件下測試,確保表面細節能被完整保留,同時避免這些常見瑕疵——對高細節微縮模型或原型尤其有價值。
隨機孔洞與空隙
列印結束後,遠看還不錯,然後——出現了。一個模型上的洞,正好出現在不該有的地方。更糟的是,還有多個空洞與缺口,破壞結構完整性或外觀美感。這不是設計缺陷,而是許多使用者都會遇到的樹脂列印失敗。
問題出在哪?
隨機孔洞通常由以下原因造成:
- 薄壁或細節區域曝光不足
- 樹脂中有氣泡
- 模型壁厚不足
- 中空列印但沒有正確設置排液孔
- 槽內漂浮著已固化樹脂碎屑
這些孔洞可能從極小針孔到大型坑洞不等,甚至會露出模型內部。若不處理,可能會削弱機械零件,或讓後處理變得非常繁瑣。
修補空隙
先在切片軟體中檢查模型壁厚。如果低於你的樹脂或印表機解析度所建議的門檻,就應提高壁厚。對於中空列印件,務必加入位置經過規劃的排液孔,讓固化過程中被困住的空氣與樹脂能順利排出。
如果列印表面有小坑洞或凹痕,可能是氣泡或固化不足造成。倒入前請充分攪拌樹脂,並靜置一段時間讓氣泡上浮。使用前先過濾樹脂,也能去除可能阻擋 UV 光路的結塊或雜質。
最後,請為一般層稍微增加曝光時間,尤其當模型包含精細細節或薄壁時。這能幫助即使是很小的結構也能完整固化。
Phrozen 的預支撐 Verified Models 在設計時就考量了最佳壁厚、正確的排液孔位置,以及經驗證的曝光預設值,協助消除這些難以預測的問題——讓你列印出來的結果,就是你原本期待的樣子。
不想要的線條與瑕疵
所有設定都到位:校正、支撐、曝光——都很完美。但最後的列印件表面卻出現了奇怪的線條、層位偏移或異常稜線。這些視覺瑕疵會嚴重降低模型品質,尤其是在展示或打樣用途上。
原因是什麼?
這些視覺變形通常來自:
- Z 軸晃動或機構對位不良
- FEP 膜髒污或受損
- 漏光或散射的 UV 曝光
- 印表機設定不正確(層高、曝光、速度)
就連Z 軸導桿上一顆稍微鬆動的螺絲,都可能讓整個列印件出現垂直條紋或層位偏移。
如何消除瑕疵
先檢查印表機的機械結構。確認 Z 軸是否有間隙或晃動,尤其是大型機種。將鬆動的連接處鎖緊,必要時加上潤滑。再印一個小型校正件,確認垂直移動是否順暢。
接著,檢查FEP 膜是否有刮痕、霧化或樹脂殘留。磨損的膜會讓光線散射得不規則,進而在層形成時產生細微變形;必要時請更換。
漏光也可能造成奇怪的交叉固化問題。請確保印表機外殼完整、上蓋沒有裂痕或對位不良。UV 光應只來自預期的光源,而不是環境光。
再透過調整層高與曝光平衡來微調列印設定。有時候,瑕疵只是因為層解析度太粗,無法呈現你想要的細節。
完美列印的預防建議
排除單一問題很重要,但預防才是真正的關鍵。當你在每次列印前都持續採取聰明做法,失敗機率就會大幅下降。以下是如何打造一個讓成功列印成為常態的環境。
掌握校正
成型平台精準校正是不容妥協的。即使只是些微傾斜或不平衡,都可能導致附著失敗、層面變形與黏著不均。請定期重新校正,尤其是在失敗列印或更換硬體之後。
控制樹脂溫度
低溫樹脂表現較差——它會變稠、沉澱不均,並且不易流入細節。請維持穩定的室溫,或使用樹脂加熱器,確保最佳黏度與固化一致性。
清潔不是可選項
髒污的樹脂槽或未過濾的樹脂,是造成失敗的主要原因之一。每次使用後都要過濾樹脂、擦拭 FEP 膜,並檢查樹脂槽內是否有固化碎片。同樣地,LCD 螢幕或反射鏡若有污漬或刮痕,也會散射光線並扭曲曝光。
調校曝光設定
切片軟體的預設值不一定適合你的特定樹脂或印表機。請透過校正測試調整曝光時間、抬升速度與等待時間,然後把成功的設定檔存起來。若你會用相同設定列印相同模型,一致性就是關鍵。
保留列印紀錄
記錄列印結果、設定、樹脂類型與環境條件,能為你提供一份清楚的改善路線圖。隨著時間累積,你會建立起一份可靠的資料庫,知道什麼有效、什麼無效。
為什麼 Verified Models 會帶來差異

雖然自行切片與加支撐自己的 3D 模型很有成就感,但也更容易出錯——尤其是複雜或高細節的作品。因此 Phrozen 推出Verified 3D Models,由我們的專業設計團隊打造,提供你最無痛的列印體驗。
這些模型有什麼不同?
每個模型都具備:
- 預先支撐,並使用最佳幾何結構,符合 Phrozen 的印表機規格
- 內部實機測試列印,確保結構成功與視覺保真
- 以平衡為目標設計,在最小化樹脂用量的同時最大化穩定性
- 預先配置與機台能力相符的設定
這代表你可以花更少時間微調,把更多時間用在成功列印上。無論你是在列印微縮模型、牙科模型,或工程原型,這些檔案都已經準備就緒——不用再為切片煩惱,也不用猜支撐該怎麼放。
對新手來說,Verified Models 能消除最陡峭的學習曲線;對專業使用者來說,它們能節省寶貴的前置處理時間;而對所有人來說,它們都能帶來反映 Phrozen 對專業級列印承諾的可重複結果。
如果你的目標是穩定、效率,以及更少失敗,Verified Models 不只是方便而已——它們是讓你更聰明列印的投資。
結論:把失敗轉化為精通
每一次樹脂列印失敗——無論是模型不黏平台、層與層分離,還是滿是孔洞——其實都是一個偽裝成失敗的學習機會。掌握樹脂 3D 列印的關鍵,不只是修好壞掉的部分,而是學會辨識模式、建立最佳實務,並使用正確工具打造穩定成功的環境。
當你了解最常見的樹脂列印失敗類型背後原因時,你其實已經先一步領先。再加上預防性保養、更聰明的切片,以及Phrozen Verified 3D Models 的加持,你就能從排除問題走向成功——一次又一次。
常見問題
為什麼我的樹脂列印件黏不住成型平台?
最常見的原因是校正不良、樹脂過冷,或底層曝光不足。請重新調平成型平台、增加曝光時間,並在列印前先把樹脂回溫。
我要怎麼修正樹脂列印的分層脫膠?
增加一般層的曝光時間,並降低抬升速度。同時也要確保樹脂槽乾淨,且沒有已固化碎屑阻擋 UV 光。
樹脂 3D 列印出現隨機孔洞的原因是什麼?
孔洞可能來自曝光不足、空氣氣泡被困住,或壁厚太薄。請使用正確的排液孔、充分攪拌樹脂,並在切片軟體中確認壁厚。
使用預支撐模型真的值得嗎?
絕對值得。Phrozen Verified Models 由專業人員優化,能預防支撐與曝光失敗,特別是在複雜或高細節作品上,能同時節省時間與樹脂。
如何讓樹脂列印表面品質最好?
平衡你的曝光設定、定期清潔樹脂槽,並放慢機械參數。同時也要確保環境沒有灰塵,且樹脂在使用前已經過濾。