

無論你是在列印桌上型微縮模型,還是功能性原型,3D 列印的品質都可能決定最終成果的成敗。粗糙表面、層間黏合不良、翹曲,或是細節模糊,都是常見問題,會讓各種經驗程度的創作者感到困擾。幸好,這些問題不僅可以避免——只要方法正確,也都能修正。
本指南將帶你了解如何提升 3D 列印品質,無論你使用的是FDM 還是樹脂印表機。從理解列印品質的基本概念,到掌握切片設定與選擇更好的材料,我們會用簡單、實用的方式拆解每個步驟。
不管你追求的是更平滑的表面、更銳利的細節,還是更好的首層附著力,這裡的建議都能幫助你達成更穩定、高品質的 3D 列印結果。同時,我們也會介紹一些資深玩家常用的技巧,例如使用經過驗證、由專業支援的模型,這些模型本身就已經調整到更容易成功的狀態。
讓我們先從基本概念開始:什麼才算是優良的列印品質?又該如何判斷哪裡出了問題?
什麼定義高品質的 3D 列印?
3D 列印品質通常是以最終成品相對於數位模型的準確度、細節與平滑程度來衡量。無論是FDM(熔融沉積成型)還是樹脂列印,品質都取決於每一層是否能良好附著、對齊與固化。品質不佳的列印可能會出現粗糙紋理、明顯層紋、層位移,或是結構脆弱的部件。
FDM 與樹脂 3D 列印之間有許多差異,如果你是新手,徹底了解這些差異非常重要。為了幫助你做出明智選擇,歡迎參考我們關於樹脂 vs. 線材 3D 列印的詳細文章。內容涵蓋從列印品質、材料類型,到成本、操作難易度、維護方式,以及各自最適合的應用場景。
在FDM 列印中,品質問題通常表現為拉絲、壁與壁之間有縫隙,或是層線不均。這些問題可能來自平台調平不良、噴嘴堵塞,或切片設定不當。若溫度設定不對,或冷卻風扇在一開始就過度運作,也可能出現翹曲或大象腳現象。
相較之下,樹脂列印較常遇到支撐失敗、過度固化的層,以及因曝光時間不正確而產生的表面瑕疵。有時候,模型甚至會在列印途中從成形平台脫落,導致整個列印失敗。結果可能只是一團半成形的膠狀物,或是邊緣下垂、變形的模型。嚴重時,糟糕的樹脂表面品質會讓表面摸起來黏黏的、偏軟,或充滿未固化區塊。
高品質列印應該具備以下特徵:
- 平滑的表面過渡
- 清晰、銳利的細節
- 一致的壁厚
- 準確的尺寸
- 與平台或底座良好的附著力
及早辨識3D 列印品質問題,能讓你更容易排除故障並調整流程。接下來,我們會深入探討如何將你的列印品質從普通提升到優秀的實際步驟。
選擇高品質的 3D 印表機,效果更穩定
如果機器不是為精密輸出而設計,要持續取得優良成果其實不容易。3D 印表機的品質會直接影響它維持層對位、控制移動,以及管理列印溫度的能力——這些都是產出乾淨、精準模型的關鍵。
對FDM 印表機來說,堅固的機架能降低震動,並確保各軸移動更平順。雙 Z 軸支撐對高模型特別有幫助,因為它能避免晃動。你應該選擇擠出穩定、出料一致的擠出機,以及加熱均勻的熱床,還有在整個列印過程中都能保持水平的穩固成形平台。
在樹脂印表機中,列印品質高度取決於 LCD 螢幕的解析度與 Z 軸馬達的精度。更高解析度的 LCD——例如 8K 單色螢幕——能重現更細緻的細節。堅固的結構與穩定的升降機構,則有助於避免層位移與固化不均。
無論是哪一種技術,高品質 3D 印表機不一定非得最昂貴。最重要的是它能否維持機械一致性、使用可靠韌體,並支援對曝光或流量設定進行精細調整。
要為你的需求找到合適的 3D 印表機其實不容易,必須考慮的事情也很多。如果你也有這樣的困擾,歡迎參考我們關於3D 印表機選購指南的實用文章。無論你是在比較 FDM 與樹脂 3D 印表機、評估成形平台大小、列印速度、連線方式或其他功能——這份指南都能幫你做出正確選擇。
調整到正確的層高
層高是指每一層列印的厚度。它在最終外觀與物件精度上扮演很重要的角色。一般來說,較小的層高能帶來更平滑的表面與更精緻的細節。不過,列印完成所需時間也會更長。
對FDM 列印而言,常見的預設層高是 0.2 mm。如果你正在列印需要外觀精緻的物件,例如公仔或展示模型,可以把層高降低到 0.1 mm。另一方面,若是粗略原型或大型零件,速度比細節更重要,那麼 0.3 mm 或更高也可能可以接受。
在樹脂列印中,標準層高通常約為 50 微米(0.05 mm),在細節與速度之間取得不錯平衡。如果你要列印微縮模型或精細飾品,可能會降到 25 微米,以呈現更細的細節。但請記住,降低樹脂層高會大幅增加列印時間,也可能需要重新微調曝光設定。
你也應該確認層高與噴嘴或像素解析度相符。對 FDM 來說,層高應約為噴嘴直徑的 75% 或更低。對樹脂列印而言,則應對應到印表機可支援的最小步進距離。
安全嘗試不同設定的最佳方式之一,就是使用經過驗證的列印模型。這些模型在設計時就已經考慮到理想設定,通常會預先針對特定的樹脂印表機層高與曝光參數進行調整,因此即使是第一次列印,也更容易成功。
優化曝光設定,提升平台附著力
如果你使用的是樹脂 3D 印表機,調整好曝光設定非常重要——尤其是前幾層。當模型無法黏在成形平台上時,列印往往會很早失敗,導致樹脂浪費與清理麻煩。因此,平台附著力很大程度取決於是否正確調整曝光時間。
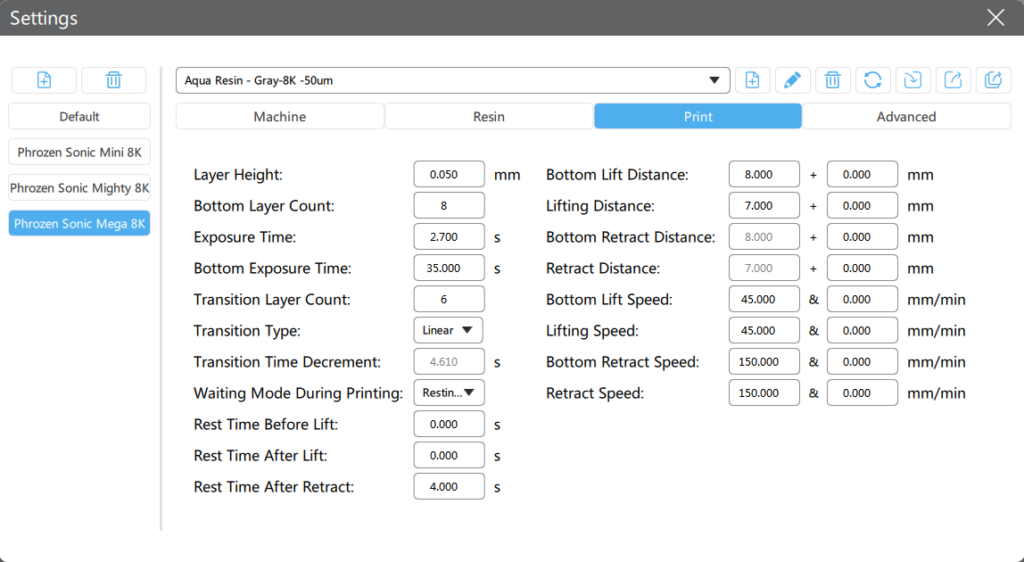
大多數切片軟體會將曝光分成兩類:底層曝光與正常曝光。底層(通常為 4–8 層)需要更長的曝光時間,才能讓樹脂牢牢黏附在平台上。不過,如果前幾層之後你的正常曝光太低,模型後續部分可能無法正確固化,進而脫落。
所以,樹脂成形平台附著力需要更高的正常曝光嗎?不一定。這裡真正負責的是底層曝光。你應該根據樹脂種類與層高,同時優化這兩個數值。例如,較厚的層需要稍長的曝光,而透明或淺色樹脂可能固化更快、所需時間也更短。
請務必參考樹脂製造商建議的設定。如果你使用的是 Phrozen resins,可以查看我們官方的樹脂設定檔,取得針對各產品量身打造的最佳曝光時間。若想進一步提升成功率,使用Phrozen Verified 3D Models也能幫助你完全跳過試誤過程。這些模型已經以理想支撐位置與曝光參數進行測試,更能確保附著成功。
讓材料保持乾燥且穩定
導致列印品質不佳的一個常被忽略的原因,就是材料受潮。無論是線材還是樹脂,都對環境濕度很敏感,即使吸收少量水分,也可能在列印時造成大問題。
對FDM 線材而言,潮氣會造成拉絲、爆裂聲、擠出不穩定,以及層間黏合變弱。你也可能會在擠出過程中看到氣泡,或因蒸氣逸出而形成粗糙表面。PLA、PETG、ABS,尤其是 Nylon,都會以不同程度受影響。如果你的成品看起來特別毛躁或脆弱,很有可能是線材太潮了。
樹脂同樣容易受影響。當它長時間暴露在空氣中,可能開始劣化或吸收水分,進而影響固化表現。結果可能是表面霧霧的、黏黏的、局部未完全固化,或整體樹脂表面品質下降。
要避免這些問題,請將線材存放在附有乾燥劑的密封容器中。你也可以使用線材烘乾機或乾燥箱,在列印前恢復材料品質。樹脂瓶在不使用時應保持密封,並避開直射光與溫度變化。如果你已經把樹脂倒入料槽,但暫時不打算列印,最好把它倒回瓶中並過濾後再重複使用。
微調切片設定
切片軟體是數位模型轉變為實體列印的地方,它會大幅影響從細節解析到結構強度的各個層面。不良的切片設定是造成欠擠、縫隙、懸空處理不佳,以及表面不一致等品質問題的主要原因之一。好消息是,這些設定也通常最容易修正。
首先,根據材料與模型類型調整層高與列印速度。例如,如果你在列印精細的樹脂微縮模型,較慢的速度與較薄的層高(例如 50 微米)會帶來更平滑的結果。另一方面,以 PLA 列印機械支架時,則可以使用較厚的層高與較快的速度。
請特別注意壁厚、填充密度與回抽設定。這些都會影響列印的外觀銳利度與內部強度。對 FDM 印表機來說,適當的回抽距離與速度有助於減少細節間的拉絲與膠塊。樹脂印表機雖然不以相同方式使用回抽,但可以透過反鋸齒、升降速度調整與底層層數等功能來細部優化品質。
如果你的列印出現震紋,或層與層之間有些微位移,可以試著在切片軟體中降低加速度與 jerk 數值。這些設定控制印表機移動的突然程度,而把它們調順後,表面外觀通常會有明顯改善。
最重要的是,記住小幅、逐步的調整往往能帶來最佳結果。排查品質問題時,一次只調整一到兩個參數,然後重新列印同一個模型,找出到底是哪個變動產生影響。
正確調平平台並校準 Z 軸
即使你的切片設定再完美,若成形平台沒有對準,或 Z 偏移設得不正確,還是可能毀掉整個列印。良好的平台調平是 FDM 與樹脂列印的基礎,因為它能確保從第一層開始就有一致的附著力。
在 FDM 印表機中,噴嘴應該靠得夠近,能輕微將線材壓附在列印表面上,但又不能刮到表面。太遠,模型黏不住;太近,線材會被擠得不均勻,甚至堵住噴嘴。使用紙張或厚薄規進行手動調平,對多數印表機都適用;若校正得當,自動調平感測器則能省下時間並提升可靠性。
對樹脂印表機來說,「調平平台」指的是確保成形平台與料槽底部平行,並且鎖緊固定。即使只有一點點傾斜,也可能導致模型脫落或無法均勻成形。在列印前,先鬆開螺絲,把平台降到與料槽膜均勻接觸,再以些微向下壓力將所有螺絲鎖緊,重新調平。

也別忽略Z 軸校準。對兩種印表機而言,不正確的 Z 偏移都可能導致附著問題或底部層變形。樹脂印表機也可能出現「大象腳」現象,也就是因為升降高度太低或時序不對,造成模型底部過度固化而膨大。
定期校準不只會改善你的3D 印表機品質,也能在第一層尚未完成之前,就先排除最常見的失敗原因。許多有經驗的使用者會每隔幾次列印就重新檢查調平,尤其是在移除大型物件或更換成形表面之後。
使用乾淨、已支撐且擺放方向正確的模型
列印前模型的品質,和印表機或材料本身一樣重要。一個設計不良或未經最佳化的 3D 檔案——尤其是從不明來源下載的檔案——即使你的設定再好,也可能導致令人沮喪的失敗。
首先確認模型是流形,也就是一個沒有破洞、沒有無法列印幾何的封閉網格。你可以使用像 Meshmixer 或 Netfabb 這類免費工具來分析與修復檔案。沒有支撐的懸空、相交的牆面,以及過多的內部幾何,都可能導致切片與實際列印問題。
同樣重要的是模型擺放方向。模型在成形平台上的擺放方式,不僅會影響強度與外觀,也會影響支撐的數量與效果。在 FDM 列印中,讓平面與平台平行,通常能得到更乾淨的線條與更容易的附著。在樹脂列印中,最好將模型傾斜,以減少每層的截面積,進而降低吸附力並提升成功率。
支撐配置也是關鍵因素——尤其在樹脂列印中,支撐密度或位置不正確可能導致零件浮起或脫落。雖然切片軟體通常都有自動支撐產生器,但它們不一定總是理想,特別是對複雜或脆弱的結構而言。如果支撐沒放對,3D 模型可能無法成功列印,甚至根本無法成形。
另一方面,許多使用者會依賴由經驗豐富的設計師製作的預支撐模型。這些模型通常已針對可靠列印進行最佳化,支撐接點經過策略性配置,能在維持穩定的同時,將表面損傷降到最低。
Phrozen 提供持續擴充的 Verified 3D Models 資源庫,這些模型由專業設計師進行內部測試,並針對支撐強度、擺放方向與可列印性完成驗證。從這些檔案開始,不但能降低列印失敗風險,也能幫助你更清楚判斷什麼才算是「好」的標準——尤其在你排查其他工作流程環節時特別有幫助。
升級更好的材料,呈現高細節效果
即使校準完美、模型也很扎實,最終成果還是會受限於你使用的材料。選擇更高品質的線材或樹脂,能大幅提升細節、表面與強度表現。
在 FDM 列印中,直徑公差緊密、熔融特性一致的線材,更不容易造成堵塞、卡料或擠出不均。高階 PLA、PETG 與 ABS 通常能帶來更平滑的表面與更穩定的機械可靠性。相較之下,較便宜的材料雖然誘人,但可能含有雜質或混配不穩,導致層脆弱、流動不穩定。
對樹脂印表機來說,樹脂配方會直接影響表面品質、固化精度與整體解析度。像 Phrozen 的低黏度 Aqua 8K 樹脂,非常適合呈現細節;而韌性更高或工程級樹脂,則更適合功能零件。鑄造樹脂與牙科樹脂也各自具備高度專門化的表現,但需要更精準的曝光校正,才能避免缺陷。
環境條件也很重要。樹脂在穩定的室溫下表現最佳,通常是 20–25°C(68–77°F)。將樹脂避光保存,並在每次使用後妥善密封,有助於維持其化學穩定性,並確保固化行為可預測。
由於樹脂種類很多,要判斷哪一種最適合你的專案並不容易。為了讓決策更簡單,歡迎參考我們關於樹脂選購指南的實用文章。如果你更專注於 FDM 3D 列印,也別錯過我們整理的 頂級線材品牌清單,幫助你為作品選出最適合的材料。
及早檢查列印失敗徵兆
身為 3D 列印愛好者或專業使用者,最值得培養的習慣之一,就是及早且經常檢查列印結果。許多列印失敗——尤其是與附著不良、跳層或幾何變形相關的問題——通常都從成形前幾毫米就開始了。若能及早發現,就能省下大量時間與材料。
對FDM 印表機來說,請觀察前幾層是否均勻鋪設。如果線材沒有均勻附著,或擠出機在已鋪好的材料上拖行,通常表示平台調平或 Z 偏移有問題。角落翹起、線條過細或缺失,以及擠出不規則,都是需要在繼續列印前先處理的警訊。
在樹脂列印中,早期檢查稍微困難一些,因為模型是慢慢從料槽中浮現。不過,還是可以察覺一些異常。如果失敗後你看到一塊黏在 FEP 膜上的「樹脂煎餅」,那就是平台附著失敗或曝光設定不正確的明確 संकेत。你也可以在列印中途暫停,將平台升起,目視檢查支撐是否有正確形成並牢固連接到底座。
執行測試模型,例如校正立方體或曝光塔,是確認印表機、材料與切片設定是否協調運作的可靠方法。最終來說,及時介入才是關鍵。及早停止失敗的列印,比放任它持續好幾個小時,最後只換來挫折感來得好。把早期檢查變成例行程序,才能維持穩定的3D 列印品質並減少停機時間。
後處理,打造平滑且專業的成品
即使是校準得最好的印表機,也無法直接印出從平台上取下來就已經完美的物件。這就是後處理的用途。它會把原始列印品——通常帶有粗糙表面或支撐痕跡——轉變成適合展示的精緻作品。
對FDM 列印來說,最常見的後處理步驟是打磨。先從較粗的砂紙開始(約 200–300 目)去除層紋,再逐步提高到 800 或 1000 目,讓表面更平滑。之後可進行底漆與上色,特別適合展示模型或要模擬最終產品的原型。丙酮蒸氣平滑也是一種選項,尤其適用於 ABS;它透過稍微融化外層,柔化層紋並帶來像模具成型般的亮面效果。
相較之下,樹脂列印需要更謹慎處理。將模型從成形平台取下後,應使用異丙醇(IPA)清洗,以去除多餘的未固化樹脂。浸泡時輕輕晃動模型,有助於徹底去除殘留物。有些使用者也會用柔軟刷子輕刷表面,處理狹小區域。如果你想學習專業的 3D 模型清潔方式,我們有完整的清潔 3D 列印品資源可供參考。
清洗完成後,UV 固化會讓樹脂完全硬化,並提升強度與表面硬度。洗固一體機非常適合這個步驟,能提供一致的照射與旋轉,讓固化更均勻。例如 Phrozen 的Wash & Cure Kit,就結合了高速渦流清洗與強力 405nm UV 燈,在不過度固化或翹曲的情況下,提供專業等級的效果。
最後,你也可以像處理 FDM 一樣打磨與上色樹脂列印品,但要特別注意,避免刮傷較軟的材料。如果你的模型是使用預支撐、由專業設計製作的檔案列印而成,通常需要清理的瑕疵會更少,這不僅能節省時間,也能保住過度後處理可能會損失的精細細節。
只要後處理得當,即使是普通的列印,也能變成一件出色作品——表面更精緻、更耐用,並且可直接用於使用、展示或最終應用。
降低與支撐相關的失敗
支撐對 FDM 與樹脂列印都很重要,尤其是在處理懸空、橋接或複雜幾何時。不過,支撐若放置不當或數量不足,可能導致變形、下垂,甚至完全列印失敗。更糟的是,過多或設定不佳的支撐會損傷表面細節,增加後處理工作量。
在FDM 列印中,像 Cura 或 PrusaSlicer 這類切片軟體,能讓你控制支撐密度、樣式與角度。通常降低支撐接觸面,或使用樹狀支撐,能避免在可見表面留下痕跡。你也可以重新調整模型方向,盡量減少懸空,這不僅能縮短列印時間,也能改善完成品外觀。
對樹脂印表機而言,容錯空間更小。任何沒有支撐的孤島或尖銳懸空,都可能無法正確固化,產生漂浮碎屑或失敗幾何,進而影響整個模型。雖然 Lychee 或 ChiTuBox 這類切片軟體的自動支撐工具可以作為起點,但通常還是需要手動調整——尤其是對精細或脆弱的零件。這也是為什麼了解如何有效使用支撐很重要。想看更完整的說明,務必參考我們關於3D 列印支撐的文章。它提供了支撐何時、何處該使用的完整指南,以及能提升列印品質的實用技巧。
此外,即使你已經是高手,偶爾出現列印失敗也是難免的。如果你正在處理樹脂 3D 印表機問題,我們也準備了詳細指南供你參考:最常見的樹脂列印失敗與修正方式。這篇完整指南會教你最常見的樹脂列印失敗、成因,以及如何修正與預防。對新手來說尤其值得一讀。
做好印表機維護,維持長期品質
不管你的設定多先進、材料多昂貴,印表機維護才是確保一切順利運作的關鍵。定期保養能讓印表機長期維持穩定表現,避免令人沮喪的品質下降與機械故障。
在FDM 印表機中,皮帶、滑輪、導螺桿與擠出機等零件都會有機械磨耗。皮帶過鬆會造成層位移,而噴嘴太髒則可能導致欠擠或出料不穩。養成檢查皮帶張力、定期清潔熱端,以及確認平台表面沒有碎屑與刮痕的習慣。
對樹脂印表機來說,大多數維護工作都與成形平台、料槽與FEP 膜有關。FEP 膜應該保持透明、平滑——如果出現刮痕、混濁或穿孔,都會影響列印品質,甚至造成附著失敗。若你發現膜變得太混濁,或重複發生列印失敗,就該更換。也要保持成形平台乾淨且水平,並在取下大型列印件後檢查是否有螺絲鬆動。
別忘了Z 軸導軌與導螺桿,它們也需要定期潤滑。樹脂滴落、IPA 噴濺,或灰塵累積,都可能導致卡滯或移動不均,進而產生層位移或瑕疵。
最後,請保持韌體更新,並更新切片軟體的設定檔。許多列印問題其實只是因為使用者仍在使用舊版切片設定,沒有反映最新的機台參數。
快速參考:依用途推薦的理想設定
雖然每台印表機和每種材料的表現都略有不同,但有個通用指南能作為起點。以下是兼顧速度、細節與可靠性的設定摘要,適用於FDM 與樹脂列印。
| 使用情境 | 技術 | 層高 | 曝光時間 | 列印速度 | 支撐 |
| 高細節微縮模型 | 樹脂 | 0.025–0.05 mm | 5–8 秒(正常),30–45 秒(底層) | 中等 | 大量、傾斜 |
| 機械原型 | FDM | 0.2–0.3 mm | 不適用 | 高 | 最少量、塊狀 |
| 功能零件 | FDM | 0.15–0.2 mm | 不適用 | 中等 | 中等、樹狀支撐 |
| 飾品或牙科 | 樹脂 | 0.025 mm | 8–12 秒 | 慢 | 密集、細接點 |
| 展示模型 | 樹脂 | 0.05 mm | 6–8 秒 | 中等 | 平衡配置,調整角度以減少支撐痕跡 |
注意:請務必再次對照材料的官方資料表。若使用 Phrozen 樹脂,請參考 Phrozen 網站上提供的建議樹脂設定檔,依層高與顏料濃度微調曝光時間。
一致性來自於控制
提升3D 列印品質不是靠單一修正就能完成,而是硬體、材料、切片設定、模型準備與日常維護的綜合結果。好消息是,每一個小改善都會很快累積出成果。只要持續練習,你就能在FDM 與樹脂工作流程中做出更平滑、更銳利,也更可靠的成品。
常見問題(FAQ)
我要怎麼修正 3D 列印品質不佳的問題?
先檢查基本設定:平台調平、層高、列印溫度與切片參數。評估模型品質,並確認材料是乾燥的。對樹脂列印來說,正確的曝光與支撐位置尤其重要。
高細節列印最適合的層高是多少?
FDM 建議使用 0.1 到 0.15 mm,以獲得精細效果。樹脂則以 50 微米(0.05 mm)最能平衡細節與速度。若要極高細節,可能需要 25 微米或更低,但列印時間會大幅增加。
為了更好的平台附著力,正常曝光要調高嗎?
通常不用。底層應該有較長曝光以確保附著,而正常曝光則應調整到足以固化每層、但不會過度固化的程度。曝光太高可能會讓底部細節流失或產生翹曲。
怎麼改善樹脂表面品質?
使用高解析樹脂、優化曝光、確保 FEP 膜乾淨,並謹慎進行後處理。避免固化不足或樹脂污染。從乾淨、支撐良好的模型開始,有助於減少層狀瑕疵與表面缺點。
驗證過的模型真的有差嗎?
有。由專家製作的預支撐模型能消除擺放方向、支撐密度與切片設定的猜測。尤其在樹脂列印中,驗證過的檔案能降低失敗率,並在第一次嘗試時就達到專業級品質。